Chapter 22
METALWORK
Introduction
Terminology
Types of Metal
Properties of Metals
The Working of Metals
Common Metal Conversion processes for Construction
Basic Machining of Metals
Joining of Metals
DIY Welding Tips
Coatings
Structural Steel
References
Introduction
In this section we will look at the life process of metal and how metal is made from its raw materials and converted into a workable forms used in construction. From there will look the various methods of joining, cutting and coating of metal products within the framework of construction.
Terminology
Colour
This is important when a metal is used for internal decoration or architectural ornamentation. Look at the difference between the white-grey of silver and the warm red of copper.
Conductivity
The ability to conduct heat and electricity well. Most metals are good conductors of both. Silver, copper and aluminium are excellent conductors. Conductivity is reduced by impurities or a rise in temperature.
Elasticity
The ability to return to its original shape after being bent, stretched or compressed, for example, springs
Fusibility
The property of becoming liquid when heated. This enables metals to be extracted from their ores and to shed impurities, as well as allowing metals to be shaped, cast and joined.
Hardness
Resistance to scratching, marking cutting and wear
Malleability
The quality of a metal to be stretched and extended in all directions, either by rolling or hammering, without breaking.
Ductility
This is the quality of a metal to be drawn into fine wire.
Toughness
The ability to withstand bending, twisting or shock without breaking
Ferrous
Metals that contain mostly iron with small proportions of other metals
Non-Ferrous
Contain no iron
Alloys
An alloy is a mixture and / or combination of two or more metals to form a new metal with changed characteristics, such as lowering the melting point and conductivity, increasing the hardness and sometimes the strength of the metal.
Alloy Steels
These are varieties of steel containing, over and above carbon, certain percentages of other metals such as tungsten, chromium, nickel, manganese, and so on, which increase the strength, corrosion-resistance or hardness of the metal.
Types of Metal
Although there are many types of different metal, metals can be broken into two distinct groups, ferrous and nonferrous. These two classifications of metals influence various properties of their metals but the main difference is that ferrous metals contain Iron and non-ferrous metals do not.
Ferrous metals
- Pure Iron or wrought Iron
- Steel
- Stainless Steel
- Tungsten
- Chromium
- Manganese
Non-ferrous metals
- Aluminium
- Magnesium
- Copper
- Zinc
- Gold
- Platinum
- Silver
It is said that whether a metal is magnetic or not can classify whether a metal is ferrous or non-ferrous. This is not true, although most non-ferrous metals are non-magnetic, authentic stainless steel is non-magnetic too and Cobalt a ferrous metal is magnetic.
Although we classify steel as a metal it is actually an alloy, a combination of Carbon and steel. Steel alloys are classified in there carbon content, the most popular is mild carbon steel or mild steel.
Common alloys
Ferrous
- Stainless steel – Iron, Chromium & Nickel
- Carbon steel – Iron & Carbon
- Silicon steel – Silicon, Carbon & Iron
- Cast Iron – Iron Carbon
- Anthracite Iron – Iron & carbon
Non-Ferrous
- Brass – Zinc & Copper
- Bronze – Zinc, Copper & Tin
- Gun metal – Tin & Zinc
- Pewter – Tin, lead & copper
- Sterling silver – Silver & Copper
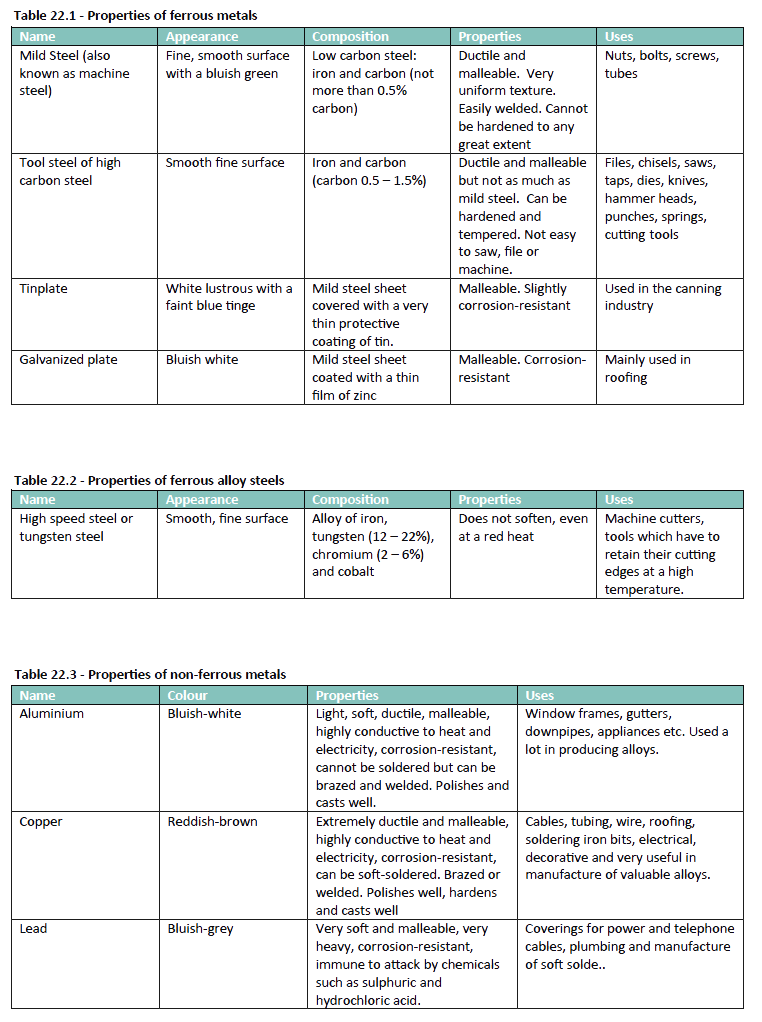
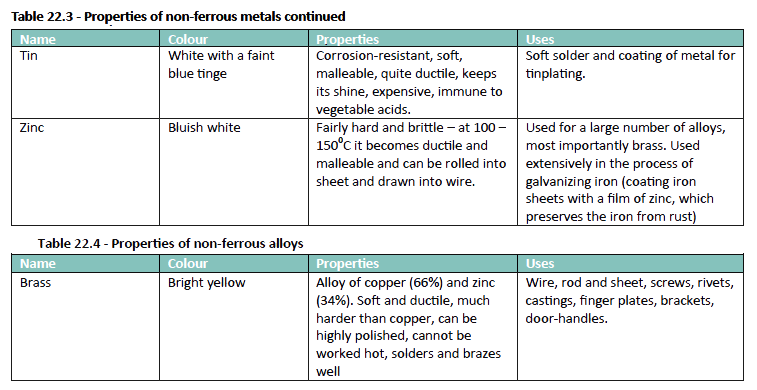
Properties of Metals
The Working of Metals
When metal is in its raw state, meaning when it arrives from the smelter in a raw block form, it said to be in wrought form. Metal needs to be worked from its wrought form into various shapes before we can use it to make usable products. There are various processes to convert metals into workable shapes, which we will discuss later on. Working of metal is carried out either at ambient or room temperature, this is called cold working or at a hot temperature, which is called hot working.
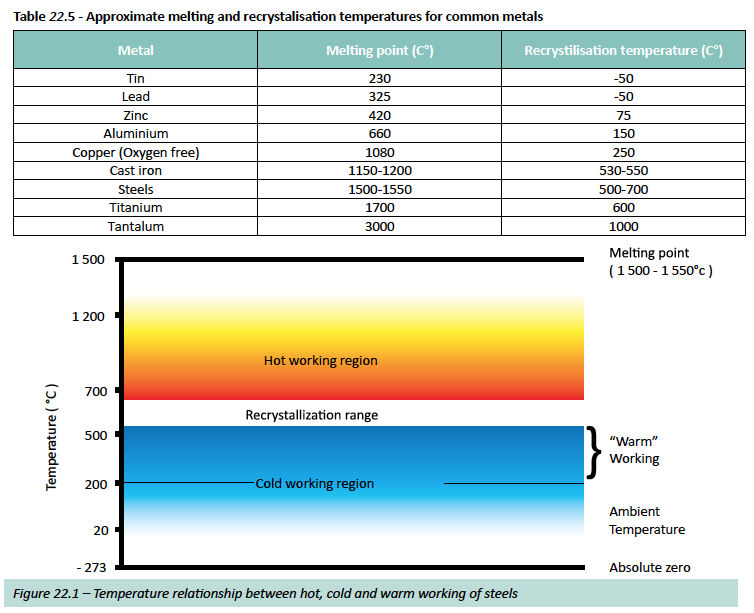
Hot Working
Metals worked above their recrystalisation point (the recrystalisation point where metals become hard again after they are melted) are said to be hot worked. The recrystalisation point mustn’t be confused by the melting point (the point where metal becomes soft). An important characteristic about hot working metal is that the metal is worked in a plastic or liquid form and can be worked over and over again without losing any strength when it cools down. This is different to cold working where metal becomes internally stressed if it is worked too much in a cold state. Hot working factories require a lot of energy, because of the high temperatures needed for their furnaces.
Cold Working
Cold working doesn’t necessarily mean exactly what it says. When we refer to metal being cold worked, this is usually at an ambient temperature, which is below its recrystalisation temperature. But for some harder metals to be cold worked this may mean working at a temperature of about 300 C! This is certainly not cold to you or I, but that is cold for certain metals. As said before, when metals are worked cold and not in a liquid or plastic state, they tend to develop internal stresses, which can’t be reversed until they are melted again. Cold working factories require very large, noisy and powerful machines to squash, bend and pull the cold metal.
Did you know? Have you ever tried to break a piece of wire by twisting it back and forth? this could be described as cold working. Once you have twisted it back and forth enough it becomes hot and easier to bend. Because you have cold worked it so much the wire eventually breaks because of internal stresses.
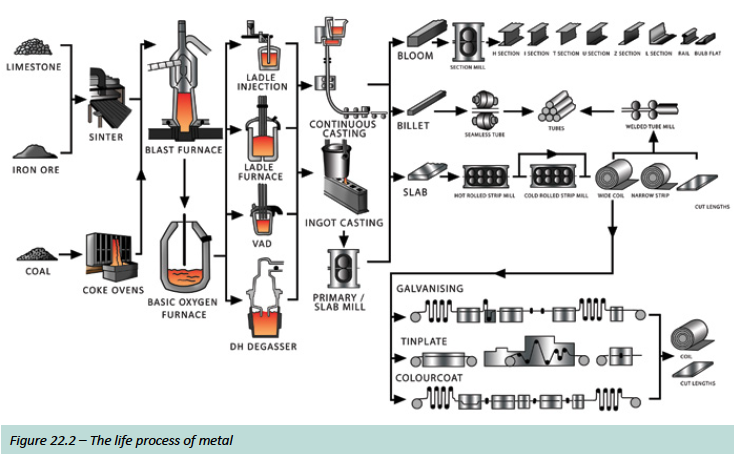
The life process of metal
Almost all metals, begin their life by being cast. Before being cast they are mined or extracted and smelted in furnaces. Metals are cast in their liquid or plastic form in moulds or dies and from this we get the raw stock metal, which can be in the form ingots, billets and slabs. These stock forms of the metal are then converted by various methods into shapes like extrusions, tubes and sheets, which we then convert into thousands of products we use around the world in hundreds of applications. The most common form of converting raw metal into a usable state, is rolling.
Common Metal Conversion Processes in Construction
Rolling
Metal is can be rolled twice in its life. Once to roll the metal into a large rectangular slab or into a square bloom, these are then transported to factories for the next stage. These are then rolled again into sheets, which we commonly find today as sheet metal. Whether the metal arrives in the form of continuous cast slabs or traditional cast ingots weighing up to six tons, it will require being reduced in size and reshaped for use to actually use it. This is why metal is commonly rolled.
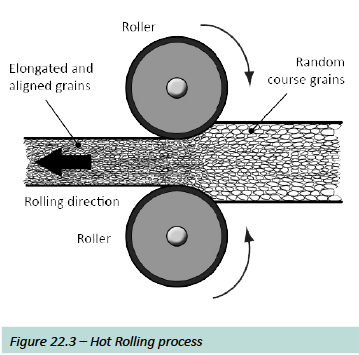
Hot Rolling
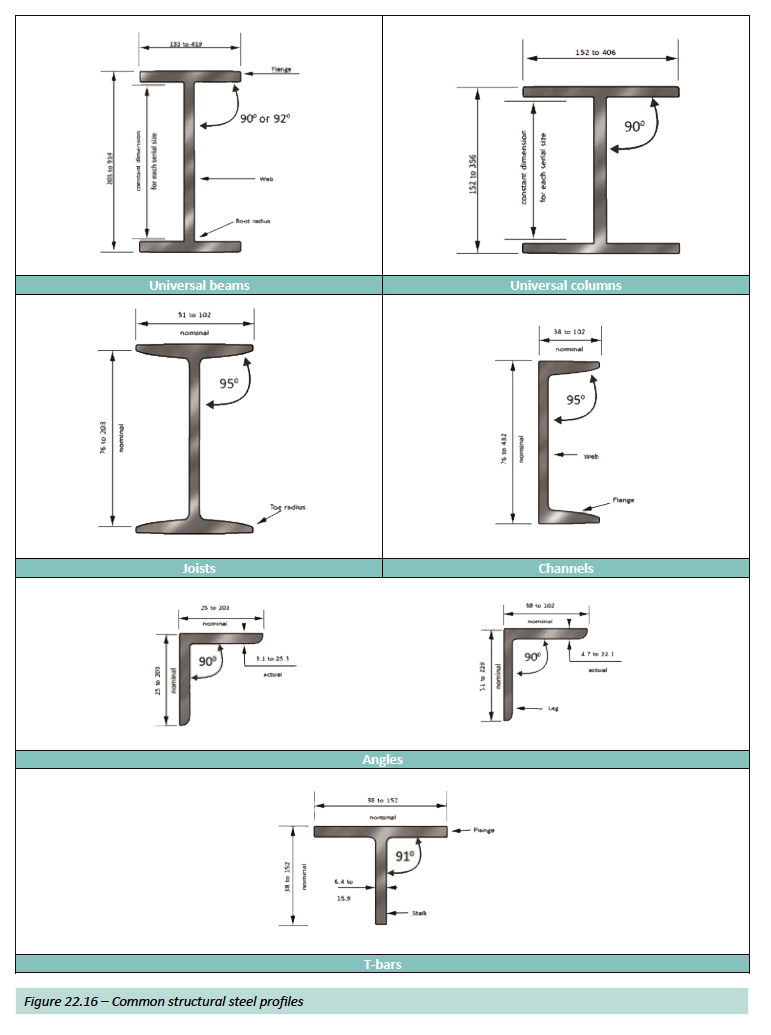
The slab or ingot is passed through two huge rolling drums, which squeeze the metal and reduce its thickness. The process of hot rolling metal, carried out before cold rolling, is important as the rollers can reduce the metals thickness greatly when it is hot. This eliminates the need for rolling it more than once. This is usually left for the cold rolling process. Hot Rolling can also roll the metal slab into useable shapes, not only sheets. The hot rolling process can produce metal profiles, like I-beam, angle, channel and strip profiles, which are used as structural steel in construction. The rollers are then not flat, but have specific profiles cut into them.
Common Applications
- Sheet metal
- Structural steel – I-beam, angle, channel and strip profiles.
Cold Rolling
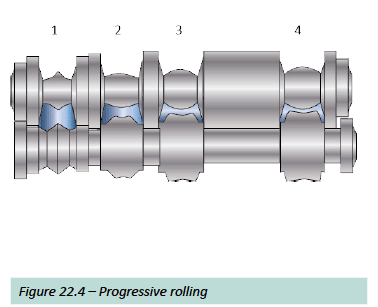
Cold rolling is a post-hot rolling process, meaning it happens only after hot rolling and never the other way around. Cold rolling is used to get precise thickness and straightness for sheet metal. A variety of shapes and profiles can also be achieved through cold rolling. One must remember, to achieve complex profiles with good dimensional accuracy, one must roll the metal through various stages to achieve the wanted profile.
Common Applications
- Profiled metal roof sheeting – corrugated, IBR etc.
- Structural steel – I-beam, angle, channel and strip profiles. Round, square and hexagonal.
- Steel window and door frames.
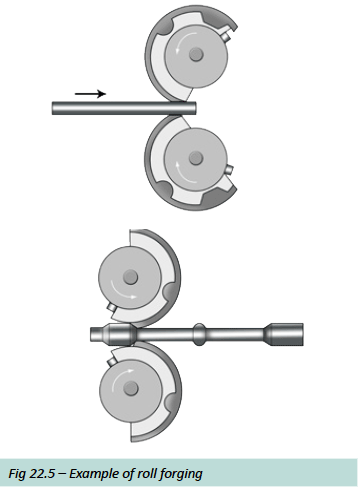
Roll Forging
Roll forging involves both forging and rolling and involves rolling of the stock billet or bar of metal between two rollers with shape of the object cut into their surfaces, the billet or bar is rolled between the rollers and formed in to the shape.
Common Applications
- Re-inforcing bars and bars used in re-forcing mesh and cages
- Steel droppers for fencing
Please see Fig 22.5 – Example of roll forging overleaf.
Extrusion
Extrusion is the process of exerting compressive force on a heated billet of metal and pushing it through a hole (die) with its required shape and produces long lengths of the required shape. This is much like squeezing toothpaste out of a tube or pushing icing out of an icing pipe onto a cake. Extrusion is mainly limited to non-ferrous metals like aluminium, magnesium, zinc and copper because they are more ductile. Extrusion allows you to extrude long lengths of the most complex of profiles with ease.
There are three types of extrusion, direct, in-direct and impact. The more common one is direct extrusion and it is a hot working process. Extrusion is the most common form of conversion for products used within construction.
Common Applications
- Aluminium window and door frames
- Piping including Steel, Aluminium and Copper. (Extrusion is often a preliminary phase for piping where it is later drawn to different diameters – See “Drawing” later in this section.
- Steels trusses
- Nosing and flooring trims
- Shower frames.
Cold Drawing
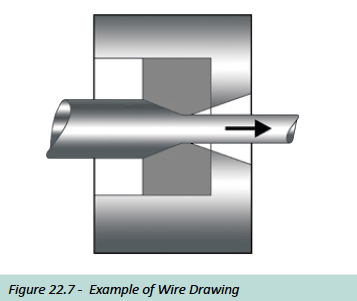
Cold drawing is the finishing process where either thin rod, wire, tube or sheet metal is pulled through a die cold and refines or reduces its shape. It could almost be seen as direct extrusion in reverse, except the metal is being pulled through die not pushed, the metal is cold not hot and the die profile is not nearly as complex.
Wire Drawing – We use a large amount of wire in the building industry and wire drawing is how it is made. The thicker bar is pulled through a converging die this reduces its diameter to convert the thicker bar to a thinner wire, this process may happen more than once progressively to achieve the correct diameter.
Common Applications
- All wire applications such as brick force, weld mesh and wall ties.
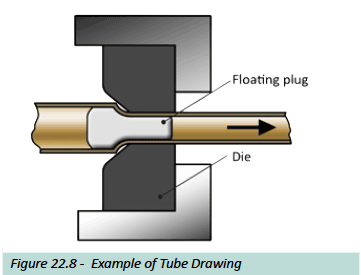
Tube Drawing – tube drawing is similar to wire drawing, except that a tube is pulled through a converging die with a float plug or fixed plug and you may then reduce the diameter and the wall thickness of the tube.
Common Applications
- Copper, Aluminium and Steel tubing.
Basic Machining of Metals
Cutting
Most Steel products require cutting during manufacture in order to achieve the final products. These range from sheet metal, to solid bar or tube. The pre-finished metal products used to make the final product, include sheet metal, solid bar or tube metal, which are manufactured in the processes we looked at earlier. A wide range of techniques for cutting of these metal products exist today, from normal workshop tools to the high end laser and water-jet cutters.
Hand Cutting
Hand cutting would require the use of metal shears or tin snips for thinner metals and a hacksaw for thicker sheets or tubes. Metalwork requires an accurate cut, especially for various joining processes like welding, where joins need to fit exactly in order to achieve a long-lasting weld. Hand cutting works fine for basic metalwork, but will require finishing with a metal file, grinder or bench grinder.
Hand Tools
Hacksaw – A common hand tool for cutting metal sections or cutting short straight lengths of sheet metal.
Tin Snips or sheers – A hand tool used to cut thinner thicknesses of metal sheet, much like a pair of scissors.
Tube cutter- Used widely in the plumbing and electrical industries to cut small diameters of copper tube or PVC tube.
Machine Cutting
There are a large variety of machine tools used to cut metals. Always remember that metal working machines or tools are always blue in colour, woodworking tools and machines are green in colour. Always use the correct tool for the material and never the other way around, to avoid injury or damage to the tools.
Machine Tools
Band Saw – A steel band saw can be used to cut profiles into sheet metal and is the most widely used in a basic metalwork shop. Band saws should only be used to cut flat sheets or bars, do not try and cut circular tubes or bars on the band saw, you risk damage to the blade or injury to yourself. Band saws are designed to only cut objects with at least one completely flat side on which the object rests while cutting.
Grinder – A common angle grinder may be used to cut through steel tube and bar sections. The grinder can also be used a finishing tool.
Tube Cutter – This tool is used to cut steel tube of various sizes and thicknesses. It will also cut various profiles, like angled stock. It operates much like a radial arm saw expect the saw moves down onto the work and not across.
Blow Torch – A common sheet steel cutter. A blow torch utilises a high heat flame to cut through metals. It is not very accurate and is used more in the removal of metal before finishing or in the cutting of scrap metal, where accuracy of the cut is not important.
Plasma Torch or Plasma Arc – This is a cutting process using a stream of high temperature gas. This is achieved by sustaining an intense electrical arc between an electrode and the metal. Similar to arc welding without the welding material.
Laser Cutting – Laser Cutting machines utilise the power of a high heat laser to cut sheet metal, as well as a variety of other products. Laser cutters are used to cut complex profiles into sheet metal. The laser is CAD (computer aided design) driven and translates your CAD drawn profile onto the sheet. Laser cut sheet profiles are used widely in a variety of industries.
Water Jet Cutting – This is another method for cutting sheet metals and other materials like granite. It utilises highly pressurised water containing a fine grit that is blasted through a small nossle. The large amount of pressure and the corrosive grit contained in the water creates a potent stream that cuts through a variety of materials.
Metal Removal or Machining
Hand Tools
A small variety of hand tools exist for removal of metal or machining, but the removal of metal is largely left up to machines, purely because of the hard nature of the material and also due to the amount of accuracy needed when working with metals. Once material is removed, it cannot be patched or fixed, it would mean start over again.
Metal file – A metal file is more commonly used to clean or prepare metal surfaces during welding. It is often used to clean up welds, by removing excess flux or excess metal. They come in square, rectangular or cylindrical shapes.
Machine Tools
Drill Press & Hand held drill – Drilling is largely done on a drill press due to accuracy being extremely important in metalwork.
Milling Machine – A milling machine is used to shape flat metal surfaces. The milling machine is similar to a drill in that it has a rotating bit, but the bit can move up, down left right etc. to shape any face of the work piece. Milling machines come in both horizontal and vertical configurations.
Lathes – The lathes for metalwork are much like the lathes for woodwork, but are obviously more robust and powerful to handle the machining of metals. The lathe is perfectly suited for creating circular parts and in some instances used to create thread on cylindrical work pieces.
See Tools Section for more information on different types of tools.
CNC Machining – CNC Machining or Computer Numeric Control machining is by far becoming the preferred method of machining for manufacture. CNC machines apply the same principles to any traditional machining tool, but now the tool is controlled by a computer program and not by a human being. CNC machines are available in all types if machine tools, lathes, drills and milling machines. The need for perfect accuracy and time efficiency brought about the use of computer controlled machine tools along with the evolving of computers and the design packages available today. Designers can now design a piece or part in the virtual world and send the computer model to one of these machines for it to create the necessary object.
Joining of Metals
Metals are joined in a variety of ways, from the simpler mechanical joining of metals with bolts and rivets to the more complex thermal processes, welding, brazing and soldering which require a suitable skill level to achieve the best results.
Mechanical Joining Processes – Nonthermal
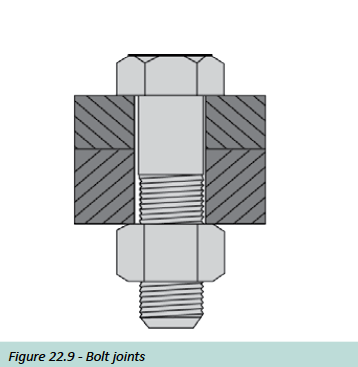
Bolts, nuts and screws
The most common form of joining or fastening metal to other metals or to other materials like wood or plastic. Fasteners are well suited to fastening differing thicknesses of a metal section on to another or fastening metal parts to a steel frame. Within the building industry we see the use of nuts & bolts in fastening steel trusses in roofing. Using fasteners has limitations that only thermal joining like welding can address, especially when a permanent join is needed. Fasteners are generally used when assembly and dis-assembly are required.
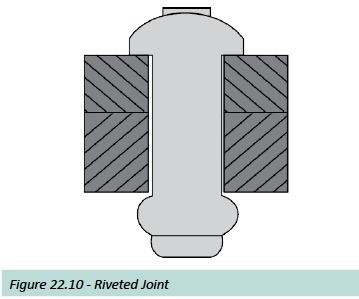
Riveting
Riveting is another non-thermal joining process for metals. You will find riveting commonly used to rivet non-ferrous metals such as aluminium, this is because specialist welding equipment and expertise is required to weld aluminium and other non-ferrous metals, which we will cover later. Rivets also create a strong, permanent join with minimal effort. Rivets can also be used to join dissimilar materials, for example metal and plastic.
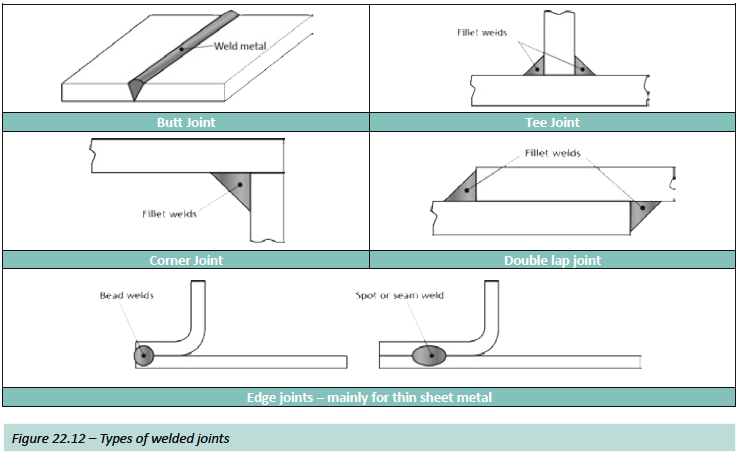
Thermal Joining Processes
When we speak of thermal joining of metals, this implies that whatever the process, a significant amount heat is involved to create a good join. We will look at the three main types of thermal joining or welding as it commonly known. These are electric arc welding, electric resistance welding and gas welding,
Electrical arc welding
To melt metals, especially steels, most of which have melting points between 1500 – 1550°C, we realise that a large amount of heat energy is required. Fortunately, welding usually only requires that a small area of the metal work piece be melted, ie. where the metal needs to be joined. We only need a concentrated high-energy source localised to a small area to create a melted join. An energy source such as this can be created using electicity and harnessing a basic electrical arc between to adjacent but not touching metal objects. By passing voltage of 30 and 80 V and a high current of about 1000 amps between to the to metal objects, we create an electrical disharge path or arc which generates over 15 000°C.
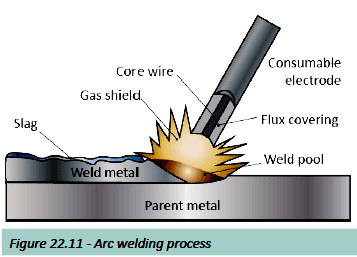
Flux Shielded Arc Welding
The simplest form of arc welding would require the use of a metal rod, or consumable electrode, which supplies us with the filler metal for the join, this is then deposited onto the parent metal or work piece. We deposit this metal by striking an electrical arc between the two metal objects. This is only the simplest form as a problem exists when melting metals and re-solidifying them in air, in that the air contaminates the metal and reduces its strength. We have overcome this by using flux, which creates a protective gas shield to stop air from contaminating the weld. All arc welding rods or electrodes will come with the flux already baked onto the rod. In this way we can create perfect welds because the weld is shielded from air. This flux once it is used leaves a layer on the weld which needs to be removed called slag.
Note: As the name implies, arc welding is associated with the generation of a strong electrical arc. These are extremely dangerous and can cause temporary blindness if looked at by the naked eye or permanent blindness if your eyes are completely expose. This injury is called “arc eyes” It is not pleasant and gives the patient a sensation of have sand behind their eyes and can last up to six hours. It is essential to wear appropriate eye protection when even in the vicinity of anyone arc welding.
DIY Welding Tips
Basic DIY: Steps for every project
In any type of job that you tackle, there are a number of basic steps that, if followed, will ensure your success.
- Design and measure
The first step is to design what you want to make. Make sketches of it with rough measurements and when you are happy with the design, make scale drawings (squared paper usually helps) of the different elevations (for example, front and side views). A perspective drawing will help you to decide on the construction sequence. - Determine quantities
Once you have your scale drawings, determine how much tubing will be needed in the various sizes. List all the screws, wheels, plugs, hinges and so on and buy these before you start the job. - Plan the sequence of assembly
Logical planning of the sequence of the assembly will keep the work to a one-man job. For example, if you are making a chair, you will find it simple to make the two sides first, flat on your work surface and then join the sides together. In other words, start off making the sub-assemblies first and finish by joining those subassemblies together. - Make templates and jigs
Draw each sub-assembly full-size on the mild-steel-plate work surface, using chalk, chalk line and straight edge. Pay attention to the joints making them clear and accurate sothat you can easily measure the angles they make. Check each drawing for square and accuracy before proceeding. If you are making a number of assemblies to one pattern (for example, six chairs), you will save time by making a simple jig. For this, simply tack weld off-cuts on the outside of the lines of the drawing, in positions that will hold the lengths of tubing in place.
- Make templates and jigs
Draw each sub-assembly full-size on the mild-steel-plate work surface, using chalk, chalk line and straight edge. Pay attention to the joints making them clear and accurate so that you can easily measure the angles they make. Check each drawing for square and accuracy before proceeding. If you are making a number of assemblies to one pattern (for example, six chairs), you will save time by making a simple jig. For this, simply tack weld off-cuts on the outside of the lines of the drawing, in positions that will hold the lengths of tubing in place.
- Tack weld the components
With the pieces laid out on the drawing, apply magnets or
clamps to the joints to make sure that they are held together.
Using your weld kit, tack the sub-assembly together. Tack
welds should be 4 mm to 5 mm long. Next, check the subassembly
for square, adjusting it with a hammer if necessary.
If there are any mistakes, tack welds are easily broken with a
hammer and cold chisel and cleaned off with a file. - Complete the welds
Lift the tacked sub-assembly from the work surface and complete the welds. When the welds are completed, dress them by chipping off the solidified flux and excess weld droplets (using a special chipping hammer) and clean them to a smooth finish with a file. - Join the sub-assemblies
To do this, lay the sub-assembly back on the work surface and stand the cross pieces on it, with the aid of magnets. Tack weld each cross piece in position and check for square, making any adjustments with light taps of a hammer. You should find that the second assembly rests perfectly on the cross pieces, where it should be held with more magnets. Tack weld each joint and then lift the assembly from the work surface. Complete all the welds and dress and clean them with a chipping hammer, wire brush and files. - Finishing
At this stage, drill any holes that are needed and then prime the whole construction. Let the primer dry and apply one or two finishing coats in the colour of your choice. Finally, insert any plugs or ferrules and fit any other attachments.
Coatings
A variety and treatments and coatings exist to extend the life- span of metal products. These may be carried out during the manufacture of the metal product ie. Galvanizing or or anodizing, whereby the outer layer of the metal is converted or coated to extend the properties of the metal. Metals can also be coated or treated after manufacture using surface treatments such as paints and primers.
Why metals are coated
Metals such as steel and aluminium are coated for both functional and aesthetic reasons.
Functional reasons
Metals are coated for functional reasons such as:
- Longevity
- Protection from rust and corrosion where the metal is exposed to the elements for prolonged periods of time eg. roof sheeting, gutters, flashings etc.
- Protection from chemical corrosion.
- Increase surface hardness and durability.
Aesthetic Reasons
- Colour choice
- Surface finish
Common types of coatings
Galvanising
Galvanization (or galvanisation) is the process of applying a protective zinc coating to steel or iron, in order to prevent rusting and increase the life-span of a metal. Galvanizing is favored as a means of protective coating.
The most common process of galvanization is hot-dip galvanizing in which steel parts are submerged in a bath of molten zinc. Zinc is chosen because of its corrosive resistance, its availability and the fact that it cathodically protects the exposed steel. This in basic terms means that the coating actually acts as a chemical process of protection during the lifespan of the steel, whereby the zinc acts as a sacrificial anode when oxidization (rusting) occurs. This is especially important if the galvanized steel gets scratched or abraded, the Zinc coating will continue to protect the steel as it is part of a continuous chemical reaction. This is an advantage that is absent from coatings such a paint, enamel and powder coating. Galvanising is more of a functional coating than aesthetic, galvanized steel can be painted to provide additional protection and aid in aesthetic appeal.
Applications
- Roof sheeting (corrugated, IBR etc.)
- Flashings and closures
- Rainwater goods
- Air-conditioning ducts
- Fencing and balustrading
Advantages
- Prolonged protection to corrosion
- Low cost
- Ease of application
- Comparatively long maintenance-free service life
Dis-advantages
- Not as aesthetically appealing as other coatings.
Anodising
Anodising is a common coating for Aluminium and Aluminum alloy products. It can also be applied to other metals including Titanium, Magnesium and Zinc. Anodizing forms an aesthetic and functional coating.
Applications
- Aluminium window and door frames
- Shower enclosures
- Ironmongery
- Finishing items
Advantages
- Corrosion resistance
- Increase surface hardness
- Allow dyeing (colouring) in a multitude of colours
- Aesthetically appealing
- Choice of surface finishes
- Improved lubrication
- Improved adhesion
Dis-advantages
- Coating can be easily damaged if scratched or abraded
Electroplating
Electroplating is a surface covering in which a metal is deposited on a conductive surface. This conductive surface does not have to be a metal, but for purposes of this publication, plating is referred to as a covering for a metal surface.
Electroplating has been around for hundreds of years and is by far the most widely used form of surface coating or treatment for metals. Electroplating addresses many functional and aesthetic needs.
Applications
- Widely used in bathroom fittings and finishing items
Advantages
- Aesthetically appealing
- Vast amount of colours and surface finishes
- Corrosion inhibition
- Improve solderability
- Hardening
- Improve longevity
- Reduce friction
- Improve paint adhesion
- Alter conductivity
- Radiation shielding
- Can be applied to other material other than metal
Dis-advantages
- Coating can be damaged if scratched or abraded.
Anodising
Anodising is a common coating for Aluminium and Aluminum alloy products. It can also be applied to other metals including Titanium, Magnesium and Zinc. Anodizing forms an aesthetic and functional coating.
Applications
- Aluminium window and door frames
- Shower enclosures
- Ironmongery
- Finishing items
Advantages
- Corrosion resistance
- Increase surface hardness
- Allow dyeing (colouring) in a multitude of colours
- Aesthetically appealing
- Choice of surface finishes
- Improved lubrication
- Improved adhesion
Dis-advantages
- Coating can be easily damaged if scratched or abraded
Powder coating
Powder coating is another common form of coating for steel. Metal surfaces are electro-statically charged and then coated with an oppositely charged dry polymeric powder. The powder sticks to metal surface due to the electrostatic forces between the two materials. The product or part is then baked and the polymeric powder melts and cures to the surface of the metal.
Applications
- Common coating for colouring and corrosion protection of all types of steel products.
Advantages
- Corrosion resistance
- Widely available to the end user and cost effective
- Ease of application
- Vast amount of colours and surface finishes
- Aesthetically appealing
Dis-advantages
- Coating can be easily damaged if scratched or abraded
- Coating is damaged when drilled or cut.
Chromadek
Galvanised steel is often further treated with an functional and aesthetic system called Chromadek®. Chromadek® is ArcelorMittal South Africa’s trade name for a range of colour coated sheet products. Chromadek® is a powder coating system applied to galvanized metal sheeting commonly seen in various metal roof sheeting applications. Chromadek® paint coatings are designed to provide corrosion protection under conditions where the performance of unpainted galvanised sheeting may prove inadequate. Furthermore, the coatings exhibit formability and elasticity to facilitate roll profiling and bending operations without damage to the paint coating.
Applications
- The standard coating above galvanising for all metal roof sheeting.
Advantages
- Corrosion protection under conditions where the
performance of unpainted galvanised sheeting may
prove inadequate. - Coatings exhibit formability and elasticity to facilitate roll
profiling and bending operations without damage to the
paint coating. - Widely available to the end user
- Cost-effective
- Range of colours available
- Aesthetically appealing
Dis-advantages
- Only available for sheet metals.
Paints, primers and sealants
A large variety of paints, primers and sealants are available for all types of metal surfaces and address both functional and aesthetic needs. The scope of products available is vast and could fill a book on its own, but the basic categories are discussed below.
See – Painting Section for more information on various paints for metal surfaces
Primers
Primers are used as a base coat to a further coat of paint or sealer and are not used on their own. They provide a suitable surface for a second sealer coat to adhere to. Primers can be applied via brush, roller or spray applications.
Paints
Paints catering to metal surfaces are widely available. The paint is applied over the initial base coat or primer and is available in a multitude of colours and surface finishes. Paints can be applied via brush, roller or spray applications.
Sealers
Metal sealers are used when the raw form or aesthetic appeal of the metal surface is to be preserved.
Applications
- Coating of all types of metals across the board
Advantages
- Corrosion protection
- Widely available to the end user
- DIY applications
- Vast range of colours and surface finishes available
- Aesthetically appealing
Dis-advantages
- Labour intensive
- Coating needs to maintained periodically
Structural Steel
The largest component of metalwork within construction would fall under structural steel. Structural steel has not really had a place in residential construction and is seen more on larger commercial and industrial projects. The use of structural steel in commercial construction dates back to the early 1900’s, where steel girders would make up most of the skeleton of the new skyscrapers.
As of late the use of structural steel has made its way into South African residential construction with new building techniques utilising steel frame construction in place of brick and mortar. The use of structural steel in roof construction is also becoming very popular, where steel sections are used in place of timber to construct the trusses. The design and layout of such roofs is far too broad to cover in this publication. We have however provided a very brief insert of one International type of systems available in South Africa.
See – Roofing Section for more information on Mitek steel truss systems.
Mitek Ultra-Span
Purposely designed with less steel per metre than any other system, the Ultra-Span truss shape is fabricated with only three components (chords,webs and single size connector).
During fabrication Ultra -Span truss system allows for one-sided fabrication (no flipping of the truss) and the connections are made with an inexpensive #10×16 selfdrilling galvanized hex head screw. You are able to buy these screws from MiTek or a quality supplier in their area. No special, expensive, or difficult to apply connection devices are necessary to fabricate the Ultra-Span Truss system.
Features of Ultra- Span
- Optimum design in Ultra-Span® is with truss centres of 1200mm, for both tiles and metal sheeting
- All members are available in either Aluminium/Zinc coated steel, or in Galvanised 275g/m2.
- Lightweight and compact for economical transportation costs
- Members supplied in stock lengths or cut to size and ready for factory or site assembly in kit form
- Hand drill and cut-off saw are the only equipment needed for manufacture
- Minimal shrinkage off site due to uniqueness of product
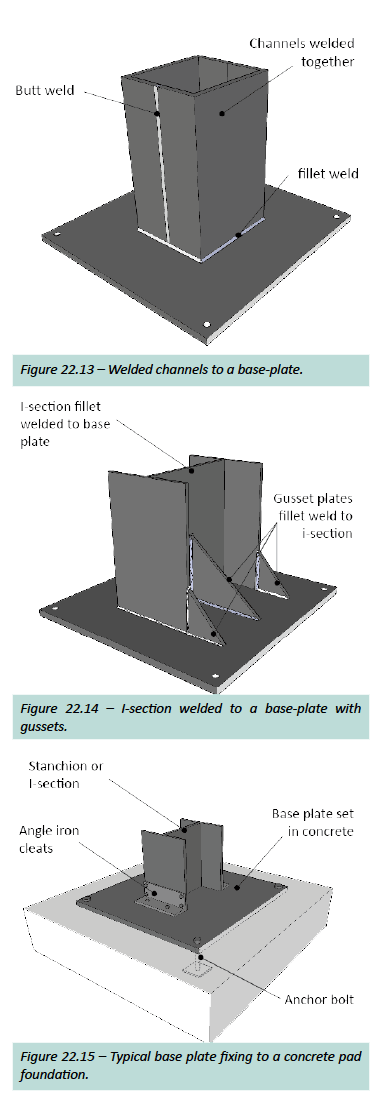
Fixing of structural steel
The fixing of structural steel within construction is incredibly vast, particularly in the commercial and industrial sectors. With structural steel being used a lot less in the residential arena we will look at only the basic fixing of a structural steel assembly to a concrete pad foundation and its basic components.
References
Alexander G D & Alexander G C. 2010. Buildaid Building and Pricing Guide 2010/11. Johannesburg: Buildaid Publishing.
Alexander G D & Van As F. 2008: Civil Technology. Johannesburg: EWA Publishing
ArcelorMittal – Data sheet C1.4 – Availability and properties Chromadek® for Exterior Applications
Wikipedia: www.wikipedia.org
American Galvanizers Association: http://www.galvanizeit.org
T.F. Waters 1996. Fundamentals of manufacturing for engineers. London UCL Press Limited
Alexander G D & Van As F. 2008: Civil Technology. Johannesburg: EWA Publishing
ArcelorMittal – Data sheet C1.4 – Availability and properties Chromadek® for Exterior Applications
Wikipedia: www.wikipedia.org
American Galvanizers Association: http://www.galvanizeit.org
T.F. Waters 1996. Fundamentals of manufacturing for engineers. London UCL Press Limited